



Deep hole machining places high demands on tool stability, chip evacuation efficiency, and wear resistance. Therefore, selecting the right end mill drill bit requires simultaneously evaluating hole depth, material type, machining method, and tool structure. Because deep holes have confined spaces and poor heat dissipation, using an inappropriate tool can easily result in chip blockage, hole wall scratching, dimensional deviation, tool vibration, or even catastrophic tool breakage. Understanding the functional differences between end mills vs drill bits in deep hole applications—and properly combining roughing vs finishing end mill drill bits—is essential for improving machining efficiency and final product quality.
In typical deep-hole machining strategies, drill bits are used for fast and accurate initial hole penetration, while end mills are responsible for reaming, hole wall finishing, stepped hole machining, and shaping non-linear or irregular geometries. Different tool types offer distinct advantages in flute design, cutting-edge geometry, tool material, coating performance, and internal coolant delivery. Proper tool selection improves chip evacuation, reduces heat buildup, and stabilizes hole diameter and coaxiality. With the growing adoption of carbide substrates, micro-edge honing technologies, and advanced PVD coatings, modern deep-hole tools provide higher wear resistance, improved rigidity, and superior finish quality.
Customized tooling has also become increasingly important. A high-quality OEM end mill drill bit manufacturer can develop tailored flute geometry, reinforced shanks, specialized helix designs, through-coolant channels, and heat-resistant coatings optimized for specific material hardness, hole depth ratios, and machining conditions. These customized tools are especially valuable for mass production and high-complexity deep-hole applications.

Key Requirements for End Mill Drill Bits in Deep Hole Machining
Due to limited space, insufficient heat dissipation, and narrow chip evacuation paths, deep hole machining imposes stricter requirements on cutting tools than conventional hole machining. An end mill drill bit used in deep holes must provide high chip-evacuation efficiency, adequate rigidity, stable cutting geometry, and reliable cooling to maintain consistent cutting forces—even when hole depths exceed 10× the tool diameter.
As hole depth increases, challenges such as tool runout, vibration, and thermal accumulation intensify. Therefore, it is crucial to evaluate flute geometry, cutting-edge sharpness, helix angle, substrate material, coating type, and internal coolant design—especially when machining difficult-to-cut materials like alloy steel, stainless steel, titanium alloys, and nickel-based superalloys.
The Impact of Deep Hole Chip Removal Performance on Machining Stability
Machining stability in deep holes depends heavily on efficient chip evacuation. Because chips cannot naturally exit a long, narrow cavity, poorly designed flute geometry can cause chip entanglement, plugging, hole wall scratching, or even tool breakage.
Key strategies to enhance chip evacuation include:
-
Selecting deep-hole tools with large helical flutes, wide chip channels, and polished flute surfaces.
-
Using a roughing end mill drill bit during early stages to break chips into shorter segments and reduce clogging risks.
-
Applying high-pressure coolant or through-coolant designs to force chips out of the hole.
-
Using high-helix flutes for tough materials and reinforced flute geometry with wear-resistant coatings for hardened steel.
Improving chip flow directly increases machining stability and tool life.
The Role of Tool Rigidity and Length-to-Diameter Ratio in Machining Accuracy
The tool’s length-to-diameter ratio (L/D ratio) is one of the most critical factors affecting accuracy in deep hole machining. As tool overhang increases, rigidity decreases, leading to runout, vibration, oversize hole diameters, geometric distortion, or spiral tool marks.
To improve rigidity and accuracy:
-
Use end mills with reinforced cores, thicker shanks, stepped designs, or anti-vibration cutting edges.
-
First drill using a more rigid drill bit, then switch to an end mill for correction—a common end mill vs drill bit hybrid strategy.
-
Reduce cutting speeds and feed rates to stabilize cutting loads.
-
Use anti-vibration tool holders or damping extensions.
Optimization becomes essential when hole depth exceeds 8–12× the tool diameter.
Cooling Capacity and Lubrication Methods in Deep Hole Machining
Because deep holes trap heat, cooling and lubrication significantly influence tool life and surface quality. Insufficient cooling can lead to excessive heat, material adhesion, burning, and hole wall discoloration.
Effective cooling methods include:
-
Through-coolant end mill drill bits delivering coolant directly to the cutting edge.
-
High-pressure coolant systems to accelerate chip removal in difficult-to-cut materials.
-
Low-friction coatings to reduce heat generation and chip adhesion.
-
MQL strategies for aluminum to improve finish and reduce built-up edge.
Leading OEM end mill drill bit manufacturers often provide custom coolant channels, flute geometries, and specialized coatings optimized for deep-hole thermal conditions.
Comparison of End Mill vs Drill Bit Application Scenarios in Deep Hole Machining
Although both tools can machine holes, their applications in deep-hole environments differ due to their cutting patterns, edge design, load distribution, and chip-flow characteristics. Drill bits excel at fast, straight-line cutting, while end mills excel at shaping, reaming, and precision finishing.
Understanding these roles—and combining them intelligently—improves accuracy, stability, and tool life in deep hole machining.
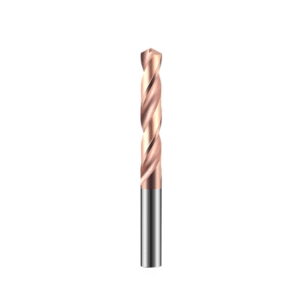
Drill Bits for High-Speed Vertical Deep Hole Penetration
Drill bits feature a central cutting structure and symmetrical geometry that provides excellent stability and straight-line penetration, especially in holes deeper than 10× diameter.
Advantages include:
-
High axial cutting efficiency.
-
Deep-hole flute design for rapid chip evacuation.
-
Strong anti-deflection properties for accurate hole positioning.
-
Exceptional performance in steel, stainless steel, and cast iron when paired with high-pressure coolant.
Drill bits are typically used as the starting tool in deep-hole processes.
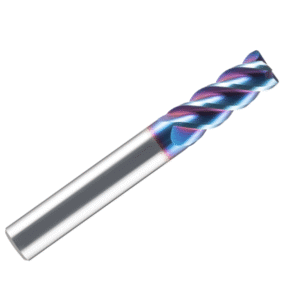
End Mills for Side Milling, Reaming, and Non-Linear Hole Shapes
End mills provide side-cutting capabilities, making them ideal for:
-
Reaming and hole-wall finishing
-
Stepped holes and flat-bottom holes
-
Eccentric or offset holes
-
Irregular or complex shapes within a deep hole
-
Slotting or pocketing operations inside cavities
High-helix flutes and polished grooves improve chip flow, while micro-honed finishing edges reduce chatter and enhance surface quality.
How to Combine Drill Bits and End Mills in a Single Workpiece
Effective combination strategies include:
1. Drill → End Mill (Standard Approach)
Drill for rapid penetration → End mill for reaming and finishing.
2. Rough Mill → Drill → Finish Mill (Segmented Approach)
For large material allowances, rough mill first, drill for straightness, finish mill for precision.
3. Drill for Centering → End Mill for Offset or Non-Circular Features
Ideal for eccentric holes, keyway-type holes, or cavity-shape customization.
4. Use OEM Composite Tools
Some OEM end mill drill bit manufacturers design hybrid drill-mill tools that combine both functions, reducing cycle time and tool changes.

Rational Combination of Roughing vs Finishing End Mill Drill Bits in Deep Hole Machining
Properly sequencing roughing and finishing tools significantly reduces machining load and improves final quality. Deep holes require roughing tools to break chips and remove bulk material, while finishing tools ensure precision, consistency, and surface integrity.
OEM manufacturers often supply coordinated roughing/finishing tool sets for deep-hole mass production.
Advantages of Roughing Tools for Large Material Removal
Roughing end mills typically feature serrated edges and reinforced flute cores, providing:
-
Short, fragmented chips for easy evacuation
-
Reduced cutting force and lower vibration
-
Faster material removal rates
-
Lower load on finishing tools
This stage creates a stable geometric base for finishing.
The Role of Finishing Tools in Surface Quality and Dimensional Control
Finishing end mills feature sharp edges, high helix angles, and smooth flutes, offering:
-
Superior hole wall finish
-
Tight diameter control and better roundness
-
Reduced vibration marks and chatter patterns
-
Longer tool life due to wear-resistant coatings
Finishing tools determine final machining quality.
Cutting Parameters and Tool-Change Strategies
Roughing Settings
-
Higher feed and depth of cut for material removal
-
Use serrated flutes to control chip size
-
Apply high-pressure coolant in difficult materials
Finishing Settings
-
Reduced feed and depth of cut
-
Higher spindle speeds for improved finish
-
Prioritize wear-resistant coated tools
Tool-Change Optimization
-
Switch to finishing tools once roughing depth or load limit is reached
-
Leave 0.1–0.3 mm allowance for final finishing
-
For holes deeper than 12× diameter, remove chips in stages and inspect the tool
-
Follow OEM recommendations for custom tool combinations
These strategies improve efficiency, extend tool life, and enhance dimensional stability.
Key Considerations for End Mill Drill Bit Selection for Different Materials
Different materials exhibit distinct cutting behaviors in deep hole machining, including variations in toughness, hardness, thermal conductivity, chip evacuation difficulty, and heat accumulation. Therefore, selecting an appropriate end mill drill bit requires matching the tool material, cutting edge configuration, coating, and helix angle to the material’s characteristics. Requirements differ substantially among steel, stainless steel, heat-resistant alloys, and aluminum. Steel emphasizes wear resistance, stainless steel demands anti-adhesion and heat dissipation, and aluminum requires excellent chip evacuation. Differentiating tool configurations based on material properties ensures stable chip removal, consistent dimensional accuracy, and extended tool life in deep hole machining. For high-volume production, OEM end mill drill bit manufacturers often provide customized geometries and coatings tailored to specific materials to meet demanding deep hole machining requirements.
Tool Material and Cutting Edge Selection for Deep Hole Machining of Steel Workpieces
Deep hole machining of steel generates high cutting forces, significant heat, and a strong tendency toward tool wear. Proper tool selection should focus on wear resistance and cutting edge stability.
Tool Material
High-hardness, high–red hardness carbide end mill drill bits are ideal for deep hole machining in steel, maintaining cutting edge sharpness under elevated temperatures.
Cutting Edge and Flute Geometry
Moderate core thickness and reinforced edge structures prevent edge chipping during long-duration cutting. A medium helix angle provides a balance between chip evacuation and cutting stability. For holes deeper than 8D, extended-shank, high-rigidity tool designs are recommended.
Coating Selection
High-temperature coatings such as TiAlN and AlCrN reduce friction and improve wear resistance, making them suitable for medium- to high-carbon steel, alloy steel, and quenched or tempered steel.
During roughing, a high-impact-resistant roughing end mill is preferred. For final finishing, a sharp finishing tool ensures superior surface quality and precise hole diameter control.
Chip Removal and Built-Up Edge Prevention for Deep Hole Machining in Aluminum
Aluminum’s high ductility and adhesion tendency make chip evacuation and built-up edge (BUE) prevention critical. Proper tool design significantly improves reliability in deep hole machining.
Flute and Helix Angle Design
A large helix angle (45°–55°) and enlarged chip flutes promote rapid chip evacuation and prevent long chips from clogging deep holes.
Cutting Edge Sharpness
Highly sharp cutting edges minimize adhesion and reduce cutting resistance, improving hole wall smoothness.
Anti-BUE Coatings
DLC coatings are ideal for deep hole machining in aluminum, dramatically reducing friction and adhesion. Mirror-polished cutting edges without coatings are also effective for chip flow.
Lubrication and Cooling
Aluminum machining benefits from MQL or high-speed oil-jet cooling to reduce adhesion and improve surface finish.
By combining high-helix geometry with low-friction coatings, deep hole machining in aluminum achieves excellent stability, making it suitable for automotive components, electronics housings, and lightweight aerospace structures.
Heat Dissipation and Wear Resistance for Deep Hole Machining of Stainless Steel and Heat-Resistant Alloys
Stainless steel and heat-resistant alloys generate extremely high temperatures, cause work hardening, and produce difficult-to-evacuate chips. These properties demand strong heat control and wear resistance.
Tool Material Selection
Micro-grain carbide maintains strength at high temperatures and provides excellent wear resistance.
Internal Coolant Channels
Coolant-through end mill drill bits with internal cooling should be prioritized. High-pressure coolant reduces heat, minimizes chip adhesion, and improves chip evacuation.
Cutting Edge Geometry
A smaller helix angle (30°–38°) reduces cutting forces and limits chipping in work-hardened materials. Increased core thickness and controlled edge honing enhance stability.
High-Performance Coatings
Heat-resistant coatings such as AlTiN, AlCrSiN, and TiSiN maintain hardness above 800°C, enabling stable performance in severe cutting environments.
Cutting Strategies
Segmented cutting, steady low feed, and high-pressure cooling help control thermal loads and extend tool life.
OEM manufacturers can further enhance performance with customized edge geometries and specialized coatings for challenging materials.

Methods to Extend the Life of End Mill Drill Bits in Deep Hole Machining
Deep hole machining occurs in an enclosed environment with poor chip evacuation and limited heat dissipation. As a result, end mill drill bits are susceptible to accelerated wear, edge chipping, thermal damage, dimensional drift, and vibration. Extending tool life requires coordinated optimization of cutting parameters, cooling methods, tool structure, and machining strategies. Adjusting cutting loads, improving coolant delivery, reducing thermal shock, and suppressing vibration are essential for maintaining long-term tool stability. Different materials, L/D ratios, and roughing vs. finishing tool types require tailored strategies. OEM end mill drill bit manufacturers often provide purpose-built tool combinations designed to significantly increase tool longevity.
Cutting Speeds, Feed Rates, and Segmented Cutting Strategies
Cutting loads and heat buildup directly affect tool life, making proper parameter selection critical.
Cutting Speed (S)
Reducing spindle speed minimizes heat generation—especially important for stainless steel and heat-resistant alloys, where excessive heat causes burning, adhesion, and chipping.
Feed Rate (F)
Excessive feed increases chip load and risk of jamming; overly low feed causes rubbing and heat accumulation. Balanced feed is essential.
Pecking Cycles
For holes deeper than 6D, peck drilling improves chip evacuation and cooling, reducing chip compaction.
Roughing and Finishing Separation
Using a roughing tool to remove excess material first, followed by a finishing tool for precise sizing, significantly reduces wear.
Fine-tuning parameters for each depth and material ensures longer tool life and improved hole wall quality.
Importance of High-Pressure Cooling and Internal Coolant Systems
Cooling performance directly affects heat, wear resistance, and chip evacuation.
Internal Coolant (Coolant-Through Tools)
Direct coolant flow to the cutting zone reduces heat and thermal fatigue.
High-Pressure Cooling Systems (HPC)
High-pressure coolant rapidly evacuates chips and prevents blockage, reducing friction and secondary heat generation.
Coolant Selection
Steel and stainless steel require high-lubrication coolants, while aluminum benefits from MQL or oil mist to reduce BUE.
Flute Optimization
Smooth, polished flutes combined with strong coolant flow ensure fast chip evacuation.
For heat-resistant alloys like Inconel, HPC and internal cooling are essential to prevent rapid tool failure.
Techniques for Suppressing Tool Vibration in Deep Hole Machining
Vibration accelerates wear, degrades surface quality, and causes dimensional errors or tool failure. Effective vibration suppression is essential.
Minimize Overhang (Lower L/D Ratio)
Shorter overhang reduces runout and vibration.
Thickened or Stepped Shank
Enhanced rigidity reduces deflection in long-reach tools.
Anti-Vibration Tool Holders
Damping holders minimize chatter in difficult deep hole machining.
Optimized Cutting Edge Geometry
Medium helix angles and reinforced cores reduce lateral cutting force fluctuations.
Controlled Cutting Parameters
Lower feed and cutting forces reduce vibration amplitude in difficult materials.
Segmented Cutting
Retracting the tool periodically releases heat and cutting forces, preventing resonance.
Effective vibration control increases tool life and ensures superior hole wall quality.

Advantages of OEM End Mill Drill Bit Manufacturers in Deep Hole Machining Tools
Deep hole machining involves challenges such as limited chip evacuation space, restricted heat dissipation, and extended tool overhang. These factors place significantly higher demands on tool structure design, substrate stability, edge geometry, and consistency compared to conventional machining. Professional OEM end mill drill bit manufacturers can provide customized tooling solutions tailored to specific deep-hole conditions. These include optimized cutting-edge geometry, enlarged chip flutes, specialized coatings, internal coolant channels, and reinforced core thickness. Together, these features greatly enhance machining stability and extend tool life.
Compared with general-purpose tools, OEM-customized solutions offer superior performance in applications involving difficult-to-machine materials, long hole-depth ratios (10D–30D), and strict dimension tolerance requirements. They are especially effective in aerospace components, mold deep-cavity machining, hydraulic valve body drilling, automotive structural parts, and other batch-production environments requiring high repeatability.
With engineering support from OEM manufacturers, companies can gain significant advantages in tool life, machining efficiency, operational cost control, and delivery scheduling—an essential competitive strategy in modern high-volume manufacturing.
Customizable Cutting Edges, Flutes, and Coatings for Deep Hole Machining
Key challenges in deep-hole machining include maintaining smooth chip evacuation, controlling heat accumulation, and ensuring edge durability. As a result, tool geometry and coating characteristics play decisive roles in performance and longevity.
Customizable Cutting Edges
OEM manufacturers can tailor rake angles, clearance angles, edge honing, and core thickness according to the workpiece material and cutting conditions. For example:
-
Steel deep holes: Reinforced cutting edges and medium helix angles improve chip resistance and stability.
-
Aluminum deep holes: High helix angles and polished flute surfaces promote smooth chip evacuation and reduce the risk of built-up edge.
Optimized Flute Design
Deep holes require chip flutes with sufficient volume and low resistance. OEMs can implement:
-
Widened flute geometry
-
Polished internal flute surfaces
-
Thickened tool cores to maintain rigidity
These enhancements prevent chip clogging over long cutting distances and help maintain stable machining conditions.
Custom Special Coatings
Different materials demand coatings engineered for thermal stability, low friction, and wear resistance:
-
Steel: TiAlN, AlTiN
-
Stainless steel and titanium alloys: Nano-composite or low-friction coatings
-
Aluminum: DLC-type coatings
Coating adhesion strength, hardness, and thermal resistance directly influence tool life in deep-hole machining.
Through custom geometry-coating combinations, OEM tools offer highly stable solutions for a wide range of deep-hole applications.
OEM Factory Structural Optimization Capabilities for Long-Ratio Tools
Long-ratio tools often suffer from insufficient rigidity, vibration, and chip evacuation difficulties. OEM manufacturers provide structural enhancements that significantly improve performance:
-
Thickened or stepped shank structure: Improves overall rigidity and suppresses vibration for 10D+ machining.
-
Reinforced core thickness: Enhances bending resistance and reduces tool deflection.
-
Variable helix and variable pitch designs: Distribute cutting forces and reduce resonance.
-
Coolant-through design: Customizable coolant channel diameter, flow path, and jet angle improve cooling effectiveness and chip evacuation.
-
Microscopic edge strengthening: Micro-polishing and edge-rounding techniques increase edge stability and reduce chipping risk.
These optimizations allow OEM deep-hole tools to maintain predictable and stable machining performance in demanding environments, reducing both tool breakage risk and dimensional deviation.
Cost Control and Consistency of OEM Tools in Mass Production
In mass production environments, tool consistency, durability, and cost efficiency directly affect line productivity. OEM manufacturers offer significant advantages:
High Consistency in Tool Life
Strict control over material batches, grinding accuracy, and coating parameters ensures minimal variation between tools, eliminating performance fluctuations.
Cost Advantages in Large-Scale Production
For frequently used deep-hole specifications, OEM mass production reduces unit cost—ideal for industries such as automotive, hydraulic systems, and heavy equipment manufacturing.
Reduced Setup and Tool Testing Costs
Consistent tool geometry minimizes the need for repeated programming adjustments, improving machine uptime.
Geometry Iteration for Extended Tool Life
OEMs can fine-tune tool structure based on customer data, often increasing tool life by 10%–50%.
Technical Support and Engineering Feedback
Services include cutting parameter optimization, chip flow diagnostics, vibration troubleshooting, and more—helping customers maintain stable, long-term production capabilities.
By adopting OEM-engineered deep-hole tools, companies can optimize their production costs and dramatically enhance competitive strength.

Common Problems and Solutions in Deep Hole Machining
Deep hole machining often exposes issues related to restricted space, extended cutting paths, and poor heat dissipation. Typical problems include chip accumulation, unstable tool engagement, surface quality inconsistency, and premature tool failure. Building on the earlier discussion of structural design, roughing-finishing tool pairing, and OEM customization, these issues can be resolved through proper tool selection, parameter optimization, cooling configuration, and structural improvements.
By enhancing the chip evacuation path, tool rigidity, cooling efficiency, and cutting-edge heat resistance, deep-hole machining can achieve higher stability, longer tool life, and more predictable results.
Tool Breakage and Hole Wall Scratches Caused by Poor Chip Removal
Chip evacuation is a decisive factor in deep-hole machining stability. Chip retention inside the hole can cause secondary cutting, wall scratching, tool jamming, and breakage. Common causes include long chip formation, insufficient flute volume, and coolant failing to reach the cutting zone.
Key Solutions
-
Select tools with large chip flutes, polished surfaces, or widened chip channels.
-
Use OEM-customized flute geometry and helix angle to prevent chip packing.
-
Apply internal coolant or high-pressure external coolant to flush chips out.
-
Use peck drilling or adjust feed/speed to promote chip breaking.
Optimizing chip evacuation significantly reduces tool failure risk and improves hole-wall surface quality.
Hole Diameter Variation Caused by Tool Runout
High aspect ratio cutting increases sensitivity to tool rigidity and runout. Excessive runout or deflection leads to oversized diameters, taper issues, and poor coaxiality.
Key Solutions
-
Use tools with reinforced cores, thicker shanks, or variable-helix structures to improve rigidity.
-
Choose OEM long-ratio tools optimized for the specific depth and workpiece material.
-
Minimize tool overhang and verify chuck and spindle runout.
-
Select parameters that reduce lateral cutting forces, such as lower feed per tooth.
-
Use a roughing-finishing strategy to improve dimensional repeatability.
Controlling runout ensures stable dimensions and improved geometric accuracy.
Handling Tool Burning and Chipping Caused by High Temperatures
Poor heat dissipation in deep holes leads to rapid temperature rise, causing accelerated wear, coating peeling, edge burning, and chipping—especially in stainless steel and heat-resistant alloys.
Key Solutions
-
Use high-temperature coatings (TiAlN, AlTiN, nano-composites).
-
Apply internal coolant with high-pressure delivery directed at the cutting edge.
-
Use a light-cutting strategy with reduced feed load to prevent heat concentration.
-
Select low-friction coatings or polished flutes to minimize heat generation in sticky materials.
-
Replace tools showing early signs of surface oxidation or burning.
Enhanced cooling and coating selection significantly reduce thermal failure and extend tool life.






