



To be honest, when you’re machining mold steels hardened to HRC60 or above, relying on traditional taps or EDM for finishing is a high-stakes gamble with your scrap rates. Just last week, we helped a Tier 1 supplier in Detroit resolve a nightmare scenario. They were processing a batch of hardened cold-stamping dies with actual hardness levels hitting HRC62–65. The client initially insisted on using high-performance taps. Within four hours, broken tap remnants had jammed three high-value base plates, bringing their entire production line to a grinding halt.
We see this far too often in our technical support cases at our China thread end mill factory. When dealing with high-hardness heat-treated steels, the increased brittleness and the surge in cutting forces create an irreconcilable conflict for traditional tools. After extensive shop-floor testing, our team arrived at a simple conclusion: under these extreme conditions, an HRC70 thread mill—a specialized cutter engineered specifically for extreme hardness—is no longer an option. It is a necessity for survival.
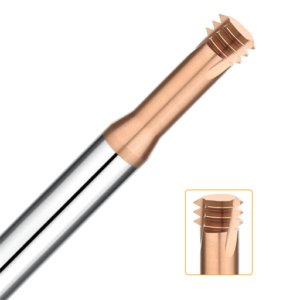
The reason we advocate for the thread milling process is that it fundamentally changes the chip-breaking logic. Unlike the full-contact engagement of a tap, our thread cutting end mills follow a helical interpolation path. This results in cutting resistance that is less than 25% of what a tap generates. Even if you experience extreme wear, the tool merely “thins out” or fractures. It won’t expand and seize inside the hole like a tap. You can restore precision with a simple offset compensation or swap in a new tool and resume the cycle immediately.
As a manufacturer that has lived in the thread end mill industry for over 15 years, we intimately understand the “balancing act” between coating and substrate toughness. If the tool body is too hard, it chips on impact. If it’s too tough, the edge won’t hold up against extreme heat. The speeds and feeds we’ve refined for HRC70 thread mills are designed to strike that exact balance. When you’re dealing with aerospace components or precision molds worth tens of thousands of dollars, no one wants to hear that heartbreaking “snap” of a tool breaking.
Since everyone knows hardened steel is a tough nut to crack, would you dare attempt to “grind” a thread at a spindle speed of 20,000 RPM with a feed per tooth of less than 0.02 mm?

Conquering Hardness Limits: How We Apply the HRC70 Thread Mill in Real-World Operations
When processing workpieces with hardness exceeding HRC60, standard carbide tools often fail to survive three holes before showing severe flank wear. Our goal in developing the HRC70 thread mill wasn’t just to hit a numerical benchmark; it was to provide a “safety margin” for operators who are rightfully nervous about hardened steel. In the field, we’ve found that the secret lies in the micro-geometry of the cutting edge. It must be sharp enough to shear the material but possess enough impact toughness to survive high-frequency vibrations.
We always advise our clients to strictly control spindle runout. Even a deviation of 0.01 mm is amplified into a catastrophic impact load when the material is that hard. In our lab tests, we observed that using shrink-fit holders alongside the thread milling process improved tool life by nearly 40% compared to standard side-lock holders. This level of detail—rather than just the tool’s hardness rating—is what makes a nominally rated HRC70 cutter actually perform on the shop floor.
Moving Beyond Taps: Why Thread Milling Is the Only Safe Option for High-Hardness Steel
Consider a case study from last year involving SKD11 mold steel. The client’s workpiece had already undergone heat treatment, stabilized at HRC62. They tried to finish the threads using expensive powder metallurgy taps. A torsional fracture occurred by the third blind hole. Because a tap engages the workpiece with full-surface contact, once it snaps, extraction is nearly impossible without damaging the threads. This mold, valued at several thousand dollars, was scrapped. This “single-break-ruins-all” risk is a pain point no high-yield factory can afford.
We resolved this by switching to thread cutting end mills. Since the cutter diameter is always smaller than the pilot hole, the process uses point contact rather than surface contact. Even if the tool fractures under extreme stress, the fragments won’t wedge against the hole walls. Operators can easily remove the broken tool and clear the hole without damaging the part. For us, thread milling represents a crucial “margin of error.” It turns a high-stakes gamble into a controlled, predictable process.
Balancing Coating and Substrate: How a China Thread End Mill Factory Optimizes Heat Resistance
As a China thread end mill factory focused on high-end exports, we know that “heat” is the primary enemy in high-hardness machining. Our lab data shows that at high cutting speeds, instantaneous temperatures in the cut zone can exceed 900°C. If the substrate lacks “red hardness,” the tool tip softens instantly. By using a nano-silicon (Si-based) multi-layer composite coating, we’ve raised the oxidation resistance of our tools to 1100°C. This coating forms a dense protective film that blocks heat from migrating into the carbide core.
However, R&D has taught us that thicker isn’t always better. Excessive coating thickness can dull the cutting edge and increase resistance. Our current solution uses a “thin-film” approach with an asymmetrical edge design. This leverages nanocrystalline grains to stop thermal cracks from spreading. When we see a test tool still holding its pristine metallic luster after 50 holes—rather than turning a dull grayish-purple—we know we’ve found the right balance.
Speaking of thermal management, have you ever had a tool tip shatter instantly because your choice of coolant caused “thermal shock”?

Core Process Guide: Parameter Logic for Thread Cutting End Mills
In practical operations, we’ve seen many experienced machinists make the same mistake: applying standard steel parameters to workpieces exceeding HRC60. This is a major misconception. Calibrating a thread cutting end mill is like walking a tightrope. You must balance spindle rigidity, tool holder clamping force, and the rapid temperature spike in the cut zone. We always tell our clients that success in high-hardness machining comes from “precise control,” not “brute force.” We recommend high-dynamic CNC centers paired with vibration-damping shrink-fit holders to prevent resonance during these micro-cutting operations.
Our shop-floor experience shows that the logic for thread milling in hardened steels should follow the “light cut, fast feed” principle. This means minimizing the radial depth of cut (ae) for each pass and distributing the thermal load across multiple cycles. Our lab tests show that in materials over HRC65, an excessively deep single pass causes the coating to micro-crack from thermal expansion. Optimizing your program with a multi-layer, progressive cutting path is the only way to ensure your thread end mill survives the entire batch.
The “Golden Ratio”: Empirical Data for HRC70 Steel Machining
Many textbooks claim that as hardness increases, cutting speed (Vc) must decrease. In our experience with high-chromium alloys, this isn’t always true. If you blindly drop the spindle speed, cutting forces can surge, causing the tool to snap under mechanical stress. We’ve found the “Golden Ratio” involves maintaining a stable, slightly elevated surface speed while decisively reducing the feed per tooth (fz). For HRC68 cold-work tool steel, we’ve successfully used an fz between 0.01 mm and 0.015 mm. These “thin chips” effectively carry heat away from the HRC70 thread mill.
When your chips look like fine, uniform powder rather than blue-brown ribbons, you’ve found the sweet spot. In high-value machining, we don’t prioritize raw speed; the stability of the thread end mill is worth more than saving five seconds of cycle time. We prefer to mitigate chipping by reducing the load per edge. This strategic trade-off—prioritizing tool integrity over marginal time savings—is a principle we’ve stood by while supporting aerospace suppliers across North America.
Helical Interpolation Path Optimization: Reducing Entry Impact
Your tool entry path determines the fate of the cutter. We’ve seen countless cases where a tool didn’t fail during the cut, but shattered the moment it touched the part. Traditional “straight lead-in” strategies create a sudden shock that microscopic chips the edge. We strongly recommend a Helical Arc Entry. This allows the thread cutting end mill to engage the workpiece tangentially and smoothly. It lets the cutting edge transition gradually into a load-bearing state, preventing the “instant-snap” failure of a straight-line approach.
Technically, an arc entry also improves the flow of compressed air or coolant to the bottom of the hole. When machining depths exceed 2xD, chip evacuation is your biggest hurdle. If your program ensures a smooth, constant-velocity transition at entry and exit, even the hardest materials can be machined with precision. Check your CAM-generated G-code: are your entry segments jagged straight lines or smooth arcs? Since path optimization solves impact issues, have you wondered why climb milling and conventional milling produce such different surface finishes on the same hardened part?

On-Site Troubleshooting: Resolving Failure Modes in Thread Milling
Nothing gives a CNC engineer a bigger headache than a piercing shriek from the spindle during the final pass on a hardened part. That sound usually means your thread milling cycle is failing. In a “hard milling” environment, the slightest fixturing error is amplified by the material’s high shear strength. Solving this isn’t about buying a more expensive tool; it’s about a rigorous diagnostic methodology. You need to look at system rigidity, tool overhang, and chip evacuation paths as a single ecosystem.
Most failures give warning signs. Faint chatter marks are often a prelude to chipping. A sudden change in chip color means your coating is peeling. As competent engineers, we have to “read” these symptoms to save the thread cutting end mill. In this guide, we’re moving past the standard manuals to show you how we adjust physical fixturing and compensation algorithms to handle ultra-hard materials exceeding HRC65.
Preventing Chipping: Fixturing and Rigidity Checks
In high-hardness jobs, chipping is often caused by an invisible culprit: toolholder runout. We once helped a client whose HRC70 thread mills kept snapping after five holes. A dial indicator check revealed 0.02 mm of runout at the collet. In standard steel, the material’s plasticity might absorb that error. In hardened steel, it means one cutting edge is taking 80% of the load. No carbide substrate can survive that cyclical impact. Chipping becomes inevitable.
The first step in machining high-hardness threads isn’t the program—it’s the setup. Use high-precision hydraulic or shrink-fit holders and keep your spindle bore spotless. Even a speck of dust in the taper ruins the concentricity of the thread cutting end mill. If your machine is older and the spindle is degrading, reduce your effective overhang (L/D ratio). Sometimes, we’d rather sacrifice a bit of depth than push the tool’s physical limits. Stability always beats speed in the hard-milling world.
Dimensional Deviations: Compensating for “Tool Deflection”
We’ve all been there: the “Go” gauge won’t enter, but the “No-Go” gauge fits perfectly. When machining above HRC60, you have to face a physical reality: under high resistance, no tool is infinitely rigid. The material pushes back, causing microscopic “tool deflection” or “push-off.” If you set your compensation (D value) strictly by the book and try to finish in one pass, your thread will be undersized every time.
Our “finishing logic” uses Spring Passes. After a roughing pass that leaves 0.02 mm to 0.03 mm of stock, run one or two more passes with zero or minimal compensation. This allows the thread end mill to use its own elastic recovery to “skim” off the remaining material. It adds a few seconds to the cycle, but it guarantees consistency and prevents the nightmare of manual rework on a five-figure workpiece. In high-hardness machining, robust dimensional control is the only metric that matters.
Since spring passes solve precision drift, have you considered how the heat-cool cycles of high-frequency friction might impact your micron-level compensation accuracy over a long production run?

The Truth About Supply Chains: Sourcing High-End Tools from a China Thread End Mill Factory
Over years of engaging with high-end manufacturing clients in North America and Europe, we have seen a fundamental shift in the perception of “Made in China.” In the past, workshop managers often viewed sourcing from a China thread end mill factory purely as a cost-cutting move. However, when you are machining ultra-hard materials exceeding HRC60, low price is an unsustainable strategy. Today, the reality is different. We haven’t just upgraded our equipment; we’ve mastered the underlying physics of the manufacturing process. We know that every tool exported to the U.S. or Germany must respect the high labor costs in those regions. If a tool fails in your machining center, the downtime losses far exceed the tool’s price.
We adhere to one core principle: high-end tool stability comes from micro-level supply chain control. This starts with the grain size of the raw powder and continues through every temperature spike during the Hot Isostatic Pressing (HIP) sintering process. This “invisible” technical expertise ensures our thread cutting end mills never falter under heavy loads. Choosing a supplier is really about choosing a “risk management solution.” When you face a technical crisis at midnight, a factory with independent R&D and rigorous QC provides more than just spare parts—it provides the technical foundation you need to accept the most demanding orders with confidence.
Material Traceability: Why We Insist on Ultra-Fine-Grain Carbide
When developing substrates for HRC70 thread mills, we faced a complex balancing act. In ultra-hard steels, the cutting edge faces immense compressive stress. Ordinary carbide rods—due to uneven cobalt distribution or coarse grains—suffer from microscopic stress concentrations. We ran a rigorous experiment: using tools with identical geometries to machine the same hardened workpiece, we found that top-tier, ultra-fine-grain rods performed identically to high-end imported stock in Transverse Rupture Strength (TRS). In contrast, “second-tier” materials showed grain boundary fractures in less than 10 minutes.
This data-driven pursuit of perfection is why we only use cemented carbide with a grain size under 0.4μm. This material strikes the ultimate balance between hardness and toughness, preventing micro-chipping during high-frequency thread milling. We don’t care about the origin of the material; we care about the data. Every batch of rod stock undergoes metallographic analysis and bending strength tests. For us, traceability isn’t just a label—it ensures every thread end mill we ship has a predictable wear curve, even when tackling “difficult-to-cut” materials.
Technical Support: Remotely Debugging Thread Milling Programs
A high-quality thread end mill is only half the battle; the other half is “feeding” it the right parameters. We once worked with a medical device manufacturer in Italy machining high-hardness titanium stents. They couldn’t get the required surface finish, and tool life was erratic. We reviewed their G-code remotely and found the culprit: their feed rate compensation algorithm. By ignoring the velocity adjustments needed for internal circular interpolation, they were accidentally hitting the hole wall with three times the intended load.
We optimized a single parameter—the transition between the tool’s center path and its peripheral path. This boosted production efficiency by 30% and brought the surface finish (Ra) to a mirror quality. This seamless, cross-timezone technical support is the true “calling card” of a modern China thread end mill factory. We aren’t just selling tools; we are partners in optimization. When you hit a bottleneck or a new alloy stumps you, an immediate response rooted in 15 years of shop-floor experience is worth more than any marketing fluff.
Since technical support fixes programming logic, have you considered what physical optimizations could double your efficiency once your spindle speed has hit its absolute limit?
Hard Machining Is No Longer a Challenge
Reflecting on our journey with HRC70 thread mills, one thing is clear: in “Hard Machining,” trying to trade brute force for efficiency always backfires. The material’s physical properties will push back. The core logic of machining threads in hardened steel isn’t about maximum speed—it’s about managing heat generation and preserving the “rigidity” of the entire cutting system.
In high-hardness environments, your tool is the most sensitive sensor in the chain. Data from our thread end mill factory shows that the most successful shops are those that do their homework: optimizing tool holder runout, coolant delivery, and helical entry. Hardcore machining doesn’t have to mean high scrap rates. Once you understand how materials behave under extreme heat and pressure, issues like chipping or dimensional drift become traceable and solvable.
Practical Advice for Our Peers
As an engineer who has mentored apprentices, written countless programs, and ruined plenty of expensive stock, I hope you’ll use this to review your own workflow. Thread milling is an art of details. If you’re struggling with materials over HRC60, perform a “health check” on these points:
-
If your tool shatters on entry: Check if you are using a basic linear plunge. Switch to a helical arc entry and use a dial indicator to check the dynamic radial runout of your spindle.
-
If the “Go” gauge won’t pass: Incorporate two “spring passes.” This uses the tool’s natural elastic deflection to compensate for “push-off” in high-hardness materials.
-
If the edge is softening or cracking: Re-evaluate your fz. Use a “chip thinning” strategy to carry heat away in the chip rather than letting it soak into the tool tip.
Every shop is different—equipment rigidity, environment, and geometry all vary. There is no “magic” universal parameter. We invite you to reach out with your specific parameters, material reports, or challenging drawings. Whether it’s optimizing a program for an HRC70 thread mill or testing a new coating, we’re ready to help you tackle the toughest “hard-milling” challenges.
Now that we’ve broken down the logic, are you ready to fine-tune that decimal point in your fz for the next cycle?





