Q1: What are the primary machining applications for 4-flute graphite long-neck corner radius end mills?
A: These end mills are engineered specifically for the semi-finishing and finishing stages of high-precision graphite electrodes. They excel at machining complex mold electrodes with 3D contoured surfaces and deep cavities.
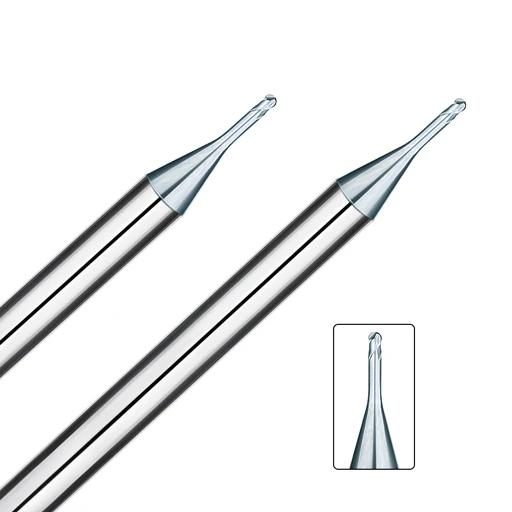
The corner radius strengthens the tool tip, preventing chipping when cutting sharp corners. Meanwhile, the extended long-neck design provides the necessary reach for deep, narrow cavity structures without risking tool holder collision.
Q2: Why is a long-neck structure essential for graphite machining?
A: Graphite electrodes frequently feature deep cavities, intricate ribs, and steep walls. A long-neck structure provides crucial tool holder clearance, allowing the mill to reach deep areas without rubbing against the workpiece.
By extending the reach without increasing the overall flute length, this design maintains high cutting rigidity. In production, this allows for deeper passes, fewer tool changes, and shorter cycle times.
Q3: What advantages does a 4-flute design offer over 2-flute or 3-flute options in graphite?
A: A 4-flute configuration delivers superior feed stability and a finer surface finish during the final stages of graphite machining.
When running at high spindle speeds (15,000 to 30,000 RPM), four flutes distribute the cutting load more evenly. This results in smoother transitions on 3D surfaces and reduces vibration.
Note: Because graphite generates fine dust rather than traditional chips, an optimized flute geometry is critical to prevent dust packing.
Q4: What is the benefit of using a corner radius instead of a sharp edge?
A: The corner radius significantly strengthens the tool tip. During high-speed dry machining, sharp-cornered tools are highly prone to micro-chipping due to the abrasive nature of graphite.
In standard electrode manufacturing, a corner radius between 0.2 and 0.5 mm drastically reduces tool wear. It ensures clean, precise radii in mold corners and prevents surface defects caused by premature tip failure.
Q5: How do you manage dust and minimize tool wear when using 4-flute graphite end mills?
A: Managing abrasive graphite dust requires a multi-step approach:
-
Dust Control: Always pair the machine with a high-vacuum dust extraction system. This prevents the tool from re-cutting abrasive dust particles, which accelerates wear.
-
Milling Strategy: Use a high spindle speed, a shallow depth of cut (Ap), and a climb milling strategy to keep cutting forces low.
-
Tool Coating: Always opt for Nano diamond-coated or specialized wear-resistant coatings. Diamond coatings vastly extend tool life and maintain a sharp cutting edge over long production runs.










![HRC55 Flat End Mill [2 Flutes ϕ0.2-6]](https://samhotool.com/wp-content/uploads/2023/11/3-10.webp)

