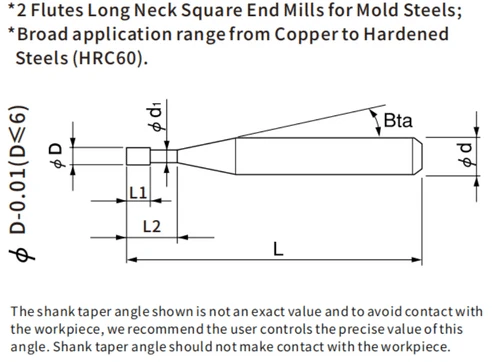
Q1: What are the primary machining applications for a 2-flute long-neck flat end mill?
A: A 2 flute long-neck flat end mill is mainly used for deep cavity machining, narrow slot milling, and complex mold cavity finishing. It is widely applied in mold steels such as H13, P20, and SKD61.
In real machining practice, the 2 flute flat end mill for mold steel performs especially well in deep pocket milling where chip evacuation is critical. The long-neck design reduces tool holder interference, allowing deeper Z-axis reach. At the same time, the 2-flute geometry provides large chip space, making it suitable for deep slotting, roughing, and semi-finishing operations.
Q2: Why is the long-neck design crucial for deep cavity machining?
A: The long-neck structure plays a key role in deep cavity machining stability. It is not just about reach—it directly affects machining safety and accessibility.
From real machining experience, its main advantages include:
- Reducing interference between tool holder and workpiece walls
- Improving access to deep and narrow cavity structures
- Lowering side cutting pressure in deep Z-axis operations
- Enabling stable cutting in extended reach conditions
In mold manufacturing, especially for deep rib structures and cavity finishing, the long-neck design often determines whether the machining process can be completed without secondary setup.
Q3: Does the long-neck structure affect tool rigidity and tool life?
A: Yes. Increasing neck length naturally reduces rigidity. However, this is predictable and manageable in practice.
In real CNC machining conditions, performance depends on structural balance and process control rather than geometry alone.
Key factors include:
- Neck length increases flexibility and reduces bending resistance
- Reinforced core design helps maintain structural strength
- Advanced coatings reduce wear on cutting edges
- Proper cutting strategy stabilizes tool behavior under load
When the overhang ratio (L/D) is kept within a controlled range, a 2-flute long-neck flat end mill can still achieve stable performance and consistent tool life, even in mold steel machining.
Q4: How can tool life be improved when machining high-hardness materials?
A: When machining materials above HRC45, tool life is mainly controlled by heat and vibration rather than cutting force alone.
Based on real shop-floor experience, the following strategies are effective:
- Use moderate feed per tooth to avoid edge overload
- Apply step-down cutting instead of full-depth engagement
- Choose high-rigidity tool holders such as shrink-fit or hydraulic chucks
- Optimize chip evacuation to prevent chip re-cutting and heat accumulation
In 2 flute long-neck flat end mill for mold steel machining, stable thermal control is more important than high material removal rate. Proper process setup can significantly reduce chipping and extend tool life.
Q5: How can chatter be controlled during high-hardness mold steel machining?
A: Chatter is one of the most common issues in deep cavity mold machining, especially with long-reach tools.
In practice, stability depends on three key controls:
- The 2-flute design naturally reduces radial cutting forces and improves chip space
- Minimum effective overhang should always be used to increase rigidity
- Cutting parameters must be adjusted to reduce radial engagement while maintaining stable feed
In real machining of HRC 58–62 mold steel, combining these three factors significantly improves surface finish quality and reduces vibration marks.
This is especially important when using a 2 flute flat end mill for mold steel deep cavity finishing operations, where tool stability directly affects surface integrity.