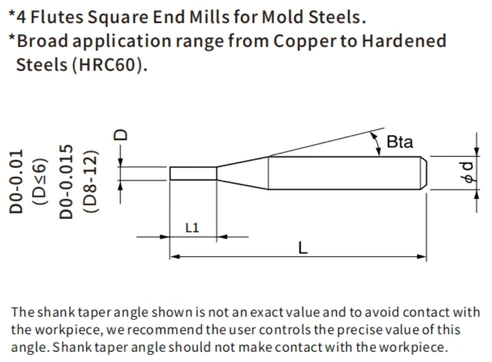
High-Rigidity Design for High-Hardness Steel (HRC48–62 Stable Machining)
The SAMHO 4 flute flat end mill is engineered for stable machining of high-hardness steels. It performs consistently in HRC48–62 mold steels such as SKD11, H13, and D2.
This tool is widely recognized as a high rigidity end mill for HRC60 steel, especially in finishing and semi-finishing operations.
Key structural advantages include:
- A 4-flute geometry that increases overall tool rigidity
- Reduced tool deflection during side milling and contouring
- Stable cutting performance in deep or complex mold cavities
- Lower vibration under high cutting loads
In high-hardness machining above HRC60, weak rigidity often leads to edge chipping or sudden tool failure. The SAMHO 4-flute structure reduces this risk and maintains a more controlled cutting path.
Improved Wear Resistance for Continuous Mold Steel Machining
Tool wear is a critical issue in hardened steel machining. Common failure modes include flank wear, edge chipping, and thermal fatigue.
The SAMHO 4 flute carbide design addresses these challenges through:
- Balanced cutting load distribution across four flutes
- High-performance coatings for heat and oxidation resistance
- Reduced micro-vibration during long machining cycles
As a result, this tool delivers:
- Longer and more stable tool life in continuous production
- Reduced tool change frequency
- Higher machine utilization and lower downtime
This makes it a reliable 4 flute carbide end mill for steel in demanding industrial environments.
Optimized for Mold Finishing and Precision Machining Applications
In real production environments, this tool is widely used as a flat end mill for mold steel machining, especially in precision mold manufacturing.
Typical applications include:
- Semi-finishing and finishing of mold cavities
- Side milling of vertical walls and stepped surfaces
- High-speed contour finishing on CNC machining centers
- Stable material removal with controlled depth of cut
Compared with lower flute-count tools, the 4-flute design provides better surface consistency and improved dimensional stability.
It is also commonly used as a CNC mold finishing carbide end mill in high-precision toolpaths where surface quality is critical.
Manufacturing Consistency and Engineering Support from SAMHO
From a global B2B procurement perspective, SAMHO is recognized as a stable precision square end mill supplier China, supporting both standard and customized tooling solutions.
Key manufacturing and supply advantages include:
- Strict batch-to-batch consistency control for stable machining performance
- OEM/ODM customization for non-standard 4-flute geometries
- High-precision diameter control, typically within 0 to -0.003 mm
- Improved clamping stability and reduced runout in high-speed machining
- Technical cutting parameter support to reduce trial-and-error costs
- Extensive field experience in hardened steel and mold machining applications
These advantages help global buyers reduce risk in mass production and improve overall machining reliability.