



In the field of CNC machining, the machining of heat-treated steel (hardness up to HRC63) has always been a challenging task. Due to the high hardness and low toughness of hardened steel, higher requirements are placed on CNC tool performance, machining parameters, and process strategies. This article will analyze the parallel finishing of heat-treated steel M333 material by HRC65 ball nose end mill.
End Mill Processing Heat-Treated Steel
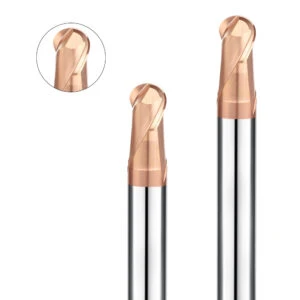
The SHG high-hardness end mill series HRC65 ball nose end mill (D6R3) of SAMHO is used, and the material is M333 heat-treated steel (HRC48-52), and the material is plane-parallel finishing. Japanese rolling machine equipment was selected, and the cooling method was oil mist cooling.
Since the SHG series end mill can perform high-speed processing, the processing parameters for M333 material are as follows: Speed: 16000 rpm
Feed speed: 1600 mm/min
Deep cutting: 0.01 mm
Width of cutting: 0.02 mm
Processing time: 5:30:45
Processing Results of End Mill for M333 Material
This processing took 5:30:45, and the processing effect was good. After the processing was completed, the tool was slightly worn and can still be used. The data error of the two small planes before and after the measurement was 0.001mm, the workpiece step was uniform, the finish was uniform, and there was no yin and yang surface.
65HRC End Mill Processing M333 Heat Treatment Material Analysis
Ball Nose Tool Selection Reasonable
HRC65 ball head end mill is suitable for finishing of high hardness materials. Good wear resistance ensures that it can maintain stable cutting performance after long-term processing.
SHG series milling cutters use high-quality HG coating to ensure that the tool tip is better protected in high-temperature, high-speed, and high-hardness material processing. Make the tool less prone to wear, reduce the number of tool changes, reduce production costs, and improve production efficiency.

Processing Parameter Matching Optimization
High speed + moderate feed: 16000 rpm combined with 1600 mm/min effectively reduces cutting force and improves surface finish.
Minimum cutting depth & cutting width: 0.01 mm cutting depth and 0.02 mm cutting width are matched to effectively reduce tool load, avoid premature tool wear, and ensure the quality of machining surface.
Due to the extremely small cutting depth and cutting width of the workpiece, coupled with the stability of the machine tool, the plane error of the workpiece can be within 0.001mm. From some perspectives, high-quality end mills, stable performance machine tools, and reasonable processing parameters are very necessary for the production of high-precision parts.






