


In precision machining and high-performance cutting applications, CVD diamond coated end mills are rapidly becoming the go-to solution for high-wear materials. Through CVD, a high-purity PCD layer is formed on a carbide substrate, delivering exceptional hardness, wear resistance, and tool life—particularly when cutting abrasive materials like graphite, CFRP, and ceramics.
Compared with conventional coated tools, CVD diamond end mills offer stable performance in high-speed, dry, and demanding cutting environments. These tools are widely used in industries such as aerospace, mold making, electronics, and new energy. In particular, CVD diamond coated end mills for graphite excel in electrode manufacturing, where they minimize tool changes while improving surface quality and dimensional accuracy.

What Is a CVD Diamond Coated End Mill?
CVD diamond coated end mills are high-performance tools with a polycrystalline diamond film deposited on a carbide body via CVD technology. The result is a coating with ultra-high hardness, outstanding wear resistance, and excellent chemical stability—ideal for machining abrasive materials like graphite, ceramics, and carbon fiber composites.
In graphite machining especially, CVD diamond tools deliver superior performance. Whether for electrode production, mold roughing, or dry high-speed finishing, they ensure consistent results and extended tool life.
How CVD Diamond Coating Works
CVD coating involves depositing a polycrystalline diamond film onto the tool surface using a gas-phase carbon source (such as methane) at high temperatures. This process forms a tightly bonded, uniform diamond crystal layer with extreme hardness and a low coefficient of friction. The result is significantly reduced tool wear and cutting heat.
Unlike thinner coatings such as PVD, CVD coatings are typically 8–20μm thick, offering stronger adhesion and greater durability in high-wear environments—making them the ideal choice for demanding applications like graphite electrode machining.
Comparison: CVD Diamond vs PCD vs DLC
Though CVD, PCD, and DLC tools are all categorized as diamond tools, they differ significantly in structure, performance, and application:
-
PCD Tools: Made from sintered diamond particles, ideal for roughing but unsuitable for complex geometries or small-diameter end mills.
-
DLC Coatings: Offer low friction but much lower hardness and thinner coatings, best for light-duty or non-metal cutting.
-
CVD Diamond Coating: Combines high hardness, thick coating, and excellent adhesion. Ideal for CNC high-speed dry machining, especially in graphite and composite applications.
For consistent wear resistance and high-precision performance—especially in graphite molds—CVD diamond tools are often the most cost-effective choice.
Why Choose CVD Over Other Coatings?
CVD diamond coatings deliver superior wear resistance, heat resistance, and cutting consistency compared to traditional PVD or nano-coatings like TiAlN or AlCrN. They maintain sharper edges under dry or low-lubrication conditions and withstand high cutting temperatures without deformation.
Unlike other coatings, CVD does not round the cutting edge, making it ideal for fine-feature machining and composite materials. This characteristic is a key reason why CVD diamond end mills are the top choice in high-precision graphite mold production.

Key Advantages of CVD Diamond Coated End Mills
Compared with traditional coated tools or uncoated carbide end mills, CVD diamond coated end mills show significant advantages in harsh machining environments. The key is that the coating itself has ultra-high hardness, low friction coefficient, excellent thermal stability and good bonding with the cutter body, which enables it to maintain stable cutting performance under high wear and high heat load conditions. Especially in the processing of highly abrasive materials such as graphite, carbon fiber, and ceramics, this type of CVD diamond milling cutter is widely used and highly praised.
Dramatically Extended Tool Life
In high-continuity and high-wear conditions such as graphite machining and composite material cutting, the tool life of CVD diamond coated end mills is usually more than 5 to 10 times that of uncoated carbide tools. This is mainly due to the ultra-high surface hardness of the CVD diamond coating (up to HV9000 or more), which can effectively resist micro-wear, edge cracking and high-temperature oxidation during the entire cutting cycle.
In addition, CVD diamond tools can also maintain good edge condition under dry or MQL conditions. It is particularly suitable for materials with poor thermal conductivity and heat sensitivity such as graphite, and the processing process is more stable and reliable. There is almost no need for frequent tool changes, which greatly reduces production costs and downtime. This feature makes it a standard configuration in CVD diamond coated end mills for graphite processing.

Superior Wear Resistance and Thermal Stability
CVD diamond coating has extremely low friction coefficient and extremely high wear resistance. When cutting high-hardness and highly abrasive materials such as graphite, silicon carbide, and glass fiber, it can significantly reduce tool wear and maintain a sharp edge, thereby improving processing consistency.
At the same time, due to the excellent thermal conductivity of diamond itself, it can quickly dissipate the heat generated in the cutting area, effectively reduce the cutting temperature, and reduce the thermal reaction between the tool and the workpiece. This allows the tool to still have excellent thermal stability under high speed and high load conditions, avoiding the processing fluctuations caused by traditional tools due to thermal collapse, chip sticking and other problems.
Improved Surface Finish and Part Accuracy
With the high hardness and low friction coating characteristics, CVD diamond milling cutter can maintain a sharp edge and a clean chip removal path during the cutting process. This results in lower surface roughness and higher surface integrity. This is particularly critical in high-precision mold manufacturing or electronic component processing, which not only improves the consistency of parts, but also reduces subsequent polishing and finishing processes.
At the same time, CVD diamond coating will not produce excessive rounding and passivation on the tool edge (unlike some PVD coatings), which is more suitable for high-demand micro-cutting and corner cleaning. Especially in the deep cavity and fine groove processing of graphite electrodes, CVD diamond coated end mills for graphite can significantly improve the processing accuracy and ensure the integrity of the electrode geometry.
How to Select the Right CVD Diamond End Mill
When facing the task of processing highly abrasive materials, choosing a suitable CVD diamond milling cutter is not only related to cutting efficiency, but also directly affects tool life and workpiece quality. In addition to the performance of the coating itself, the tool substrate, geometric structure and processing parameters are also key factors that cannot be ignored.
Substrate and Coating Compatibility
The performance of an efficient CVD diamond coated end mill not only comes from the coating itself, but also depends on the quality of the tool substrate. High-quality microparticle or ultra-fine particle cemented carbide substrates have higher toughness and thermal stability, and can better withstand the thermal stress of high-temperature treatment in the CVD process.
Different types of diamond coatings differ in applicable materials and processing methods. For example, in CVD diamond coated end mills for graphite, it is recommended to use polycrystalline diamond coatings with stronger wear resistance to ensure stable performance in continuous dry cutting. The selection should take into account both the substrate compatibility and the wear characteristics of the target material.

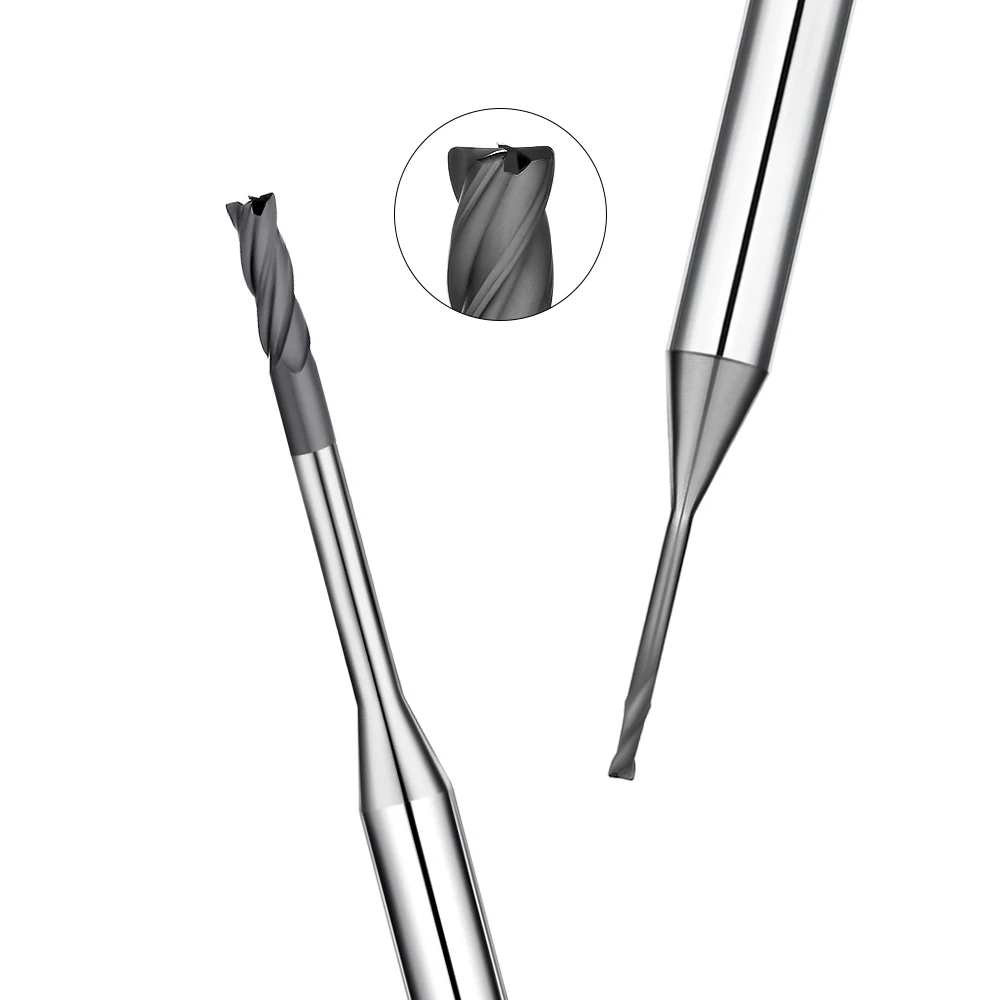
Tool Geometry and Edge Design
Tool geometry is a key factor in determining machining efficiency and workpiece quality, especially when machining brittle materials such as graphite and CFRP. Reasonable rake angle design not only helps to reduce cutting resistance, but also reduces the risk of cutting edge chipping.
For CVD diamond milling cutters, the typical design uses optimized helix angles and chip grooves to ensure smooth chip discharge and avoid accumulation and overheating. At the same time, the sharp and reinforced cutting edge profile improves the ability to resist chipping while maintaining sharpness, which is especially suitable for dry and high-speed finishing.
When setting up CNC milling, different types of CVD tools such as 2-edge, 3-edge or 4-edge can also be selected according to the depth and contour complexity of the processing area to achieve a balance between surface quality and machining efficiency.
Recommended Cutting Parameters
CVD diamond-coated end mills are suitable for dry or minimal lubrication machining. Therefore, when configuring machining parameters, their heat resistance and wear resistance should be fully utilized to avoid coating shedding or thermal shock damage caused by coolant scouring.
Under dry machining conditions, high speed (15,000–25,000 RPM) and medium feed rate are recommended for machining graphite to help keep the tool surface temperature stable. For high-speed cutting, parameters should be fine-tuned in combination with tool diameter, spindle torque, and workpiece material.
In addition, it is recommended to avoid overload cutting or forced feeding to reduce the risk of tool microvibration and extend tool life. In batch graphite product processing, optimizing cutting paths and tool compensation strategies can also improve tool performance and processing consistency.

Common Issues & Best Practices for CVD Diamond Tool Use
Although CVD diamond coated end mills show excellent durability and cutting performance when processing high-wear workpieces such as graphite, ceramics, and composite materials. However, in actual CNC processing, improper parameter settings, equipment status, or process problems may still lead to shortened tool life or abnormal processing.
Typical Failure Modes and Solutions
In the process of using CVD diamond coated end mills, common tool failure forms mainly include:
- Cutting edge: mostly caused by excessive feed or insufficient machine tool rigidity, especially when entering or exiting the workpiece.
- Local peeling/coating shedding: may be related to the bonding force between the tool substrate and the coating, and also related to the processing temperature and spindle runout.
- Severe wear: usually occurs under unreasonable cutting speed and feed combinations, especially in continuous high-load dry cutting conditions.
Strategies include:
- Check and reduce spindle radial runout.
- Set a smooth feed path to avoid instantaneous impact.
- Use the recommended machining parameter range, combined with cutting speed, feed rate and actual material properties.
- Ensure the machining environment is clean to avoid secondary wear of graphite dust on tools and equipment.

Tips to Maximize Tool Life
To fully utilize the high wear resistance of CVD diamond coated end mills, it is necessary to start from three aspects: process control, equipment status and operating habits. The following suggestions can significantly extend tool life:
- Optimize cutting parameters: For graphite processing, a combination of high speed (18,000–25,000 RPM), low cutting depth and moderate feed is recommended to reduce heat accumulation.
- Use dry machining or MQL: Avoid thermal shock and peeling problems caused by traditional coolant flushing of the coating.
- Regularly check the status of the machine tool: spindle runout, loose fixtures, and abnormal lubrication system will shorten tool life.
- Reasonably clean the chip removal system: Improve chip evacuation to prevent graphite powder from clogging the tool slot.
Especially in the large-scale application scenarios of CVD diamond coated end mills for graphite, these measures not only reduce the frequency of tool changes, but also effectively improve the process yield and overall processing efficiency.
Avoiding Chipping and Built-Up Edge
Although CVD diamond coating has extremely high hardness, it is still a brittle material in nature. Therefore, if it is not properly controlled during processing, the following problems are likely to occur:
- Chipping: Mainly related to excessive feed rate, forced feed, and sudden entry/exit of the cutting point.
- Built-up edge: Although it is rare in graphite processing, it may still cause slight accumulation in resin-containing or composite materials if the heat is too high and the cutting is not smooth, affecting the surface quality.
Solutions include:
- Adjust the cutting path to avoid directly hitting the tool into the corner of the workpiece.
- Reduce the feed per tooth and increase the spindle speed.
- Avoid backcutting and re-cutting the processed area.
- Introduce slight auxiliary gas chip removal when necessary to reduce the risk of dust redeposition.
Reasonable design of processing technology and use strategy can greatly reduce the unexpected loss of CVD diamond milling cutter and improve tool stability and service life.

Industrial Applications of CVD Diamond End Mills
With excellent wear resistance, thermal stability and extremely low friction coefficient, CVD diamond coated end mills have become an important tool choice for many precision manufacturing industries. Especially in the fields where high-abrasive materials are widely used, such as aerospace, mold manufacturing and electronic precision machining, CVD tools are gradually becoming mainstream.
Aerospace: Precision Machining of Composites
Aerospace manufacturing places extremely high demands on tool performance, especially when machining CFRP, honeycomb structures, quartz ceramics and aluminum alloys, the tools need to have excellent wear resistance, heat resistance and dimensional stability.
CVD diamond coated end mills are particularly suitable for these high-wear non-metallic materials due to their extremely high hardness and low friction characteristics. Its coating can significantly reduce the friction between the tool and the workpiece and avoid thermal deformation, thereby ensuring the geometric accuracy and surface finish of the structural parts during high-speed finishing.
In the dry finishing milling of typical aviation parts such as radome brackets, wing strips, and engine thermal insulation parts, CVD tools effectively extend the tool change cycle and improve the overall process stability.

Mold Making: Graphite Electrode Machining
In the field of mold manufacturing, graphite electrodes are widely used in EDM, and their high wear characteristics pose a great challenge to the tool. Compared with traditional coated or uncoated carbide milling cutters, CVD diamond coated end mills for graphite show significant advantages in graphite roughing and finishing.
CVD diamond tools can effectively avoid the “abrasive” wear of graphite powder on the tool surface, achieve ultra-long tool life, while maintaining the consistency of the processing contour and high-precision detail performance.
When processing deep cavity complex structure electrodes, CVD milling cutters cooperate with precise CNC programming paths to achieve fine corner root cleaning, sharp angle retention and detail restoration, providing a reliable foundation for subsequent mold forming. In addition, its dry processing characteristics also simplify the collection and post-processing process of graphite dust.
Electronics: PCB and Ceramic Substrate Cutting
In the electronics industry, the application of CVD tools is concentrated in precision micro-machining scenarios such as PCB depaneling, ceramic substrate cutting, sapphire window slotting, and chip package opening. These materials generally have the characteristics of high brittleness, low thermal conductivity, and easy edge collapse, which can easily cause tool loss and processing defects.
Using CVD diamond end mills for PCB can achieve high-frequency, low-vibration micro-cutting to avoid edge burrs and thermal cracking. For substrates such as Al₂O₃, aluminum nitride, and glass ceramics. The use of CVD milling tools for ceramic substrates not only improves the processing quality, but also significantly reduces the tool change frequency, which is particularly suitable for batch automation equipment operation.
In the electronic packaging process, it is used for the slotting process of the package cavity, heat sink, and laser window. CVD tools have unique advantages in maintaining the accuracy of the cut and the structural integrity, and are one of the irreplaceable cutting tools for high-end microelectronics manufacturing.

Summary: When Are CVD Diamond End Mills the Right Choice?
CVD diamond coated milling cutter is not a general tool, but a professional solution designed for certain high-wear, high-precision machining environments. When you are faced with machining tasks with strong abrasiveness, poor heat dissipation, and extremely high surface quality requirements, choosing CVD tools can often get far more than expected returns.
Material characteristics: Is it a non-metallic or difficult-to-machine material?
CVD diamond tools are most suitable for machining non-ferrous metals and non-metallic materials, especially for processing:
- Graphite, carbon fiber, GFRP, CFRP.
- Ceramics, sapphire, glass substrates.
- Aluminum silicon alloy, copper alloy, plastic composite materials.
Among these materials, traditional carbide tools are prone to frequent replacement due to rapid wear, resulting in unstable processes. CVD diamond coated end mills for non-ferrous materials show excellent wear resistance and thermal stability.
Are you pursuing the optimal balance between tool life and machining consistency?
If your processing tasks are medium to large batches, long cycles, and high consistency requirements. The ultra-long tool life and coating stability provided by CVD tools can significantly improve overall manufacturing efficiency and reduce operating costs. Especially in scenarios such as graphite electrodes, circuit boards, and ceramic heat sinks.
In dry cutting or MQL cooling mode, CVD diamond tools can also maintain low friction and low heat accumulation, making processing more stable and the workpiece surface quality higher.






