At an EDM electrode manufacturing facility, we observed a costly issue. Tool life and surface quality fluctuated significantly when machining high-density graphite batches. Despite using identical machine tools, programs, and operators, tool wear remained highly unpredictable. Some cutting edges failed within two hours, while others finished the batch.
The client needed consistent contours without edge chipping or surface tearing for complex mold cavity electrodes. However, standard coated tools failed against highly abrasive graphite during high-speed dry machining. Continuous graphite dust rapidly degraded the cutting edges, causing surface stability to deteriorate.
Our project review revealed that the issue was not just a lack of wear resistance. A critical gap existed in the overall graphite machining systems strategy. Users often relied on standard coated end mills, overlooking how graphite continuously erodes the tool’s microstructure.
This realization shifted our focus entirely toward specialized diamond-coated end mills for graphite. Project validations confirmed that only genuine diamond coatings maintain a stable cutting edge during prolonged dry finishing.
Relying on traditional graphite milling tools during roughing-to-finishing transitions causes non-linear tool wear. This acceleration directly compromises electrode dimensional consistency. In high-precision manufacturing, CNC graphite cutting tools do more than cut; they define process stability limits.
If tool stability is inadequate, contour deviations and surface micro-cracks will accumulate. This happens regardless of the machine tool’s inherent precision. Repeated field tests prove that consistent batch quality requires a systemic restructuring centered on diamond coatings.
Once production stabilizes, optimizing individual parameters is no longer enough. The entire machining system must be re-evaluated with diamond-coated end mills for graphite at its core. This transition eliminates unpredictable downtime and secures reliable component quality.
The question for your current shop setup is straightforward. What is truly limiting your stability: your machine tool parameters, or an unrecognized tooling bottleneck? Upgrading your CNC graphite cutting tools is the key to unlocking true process capacity.

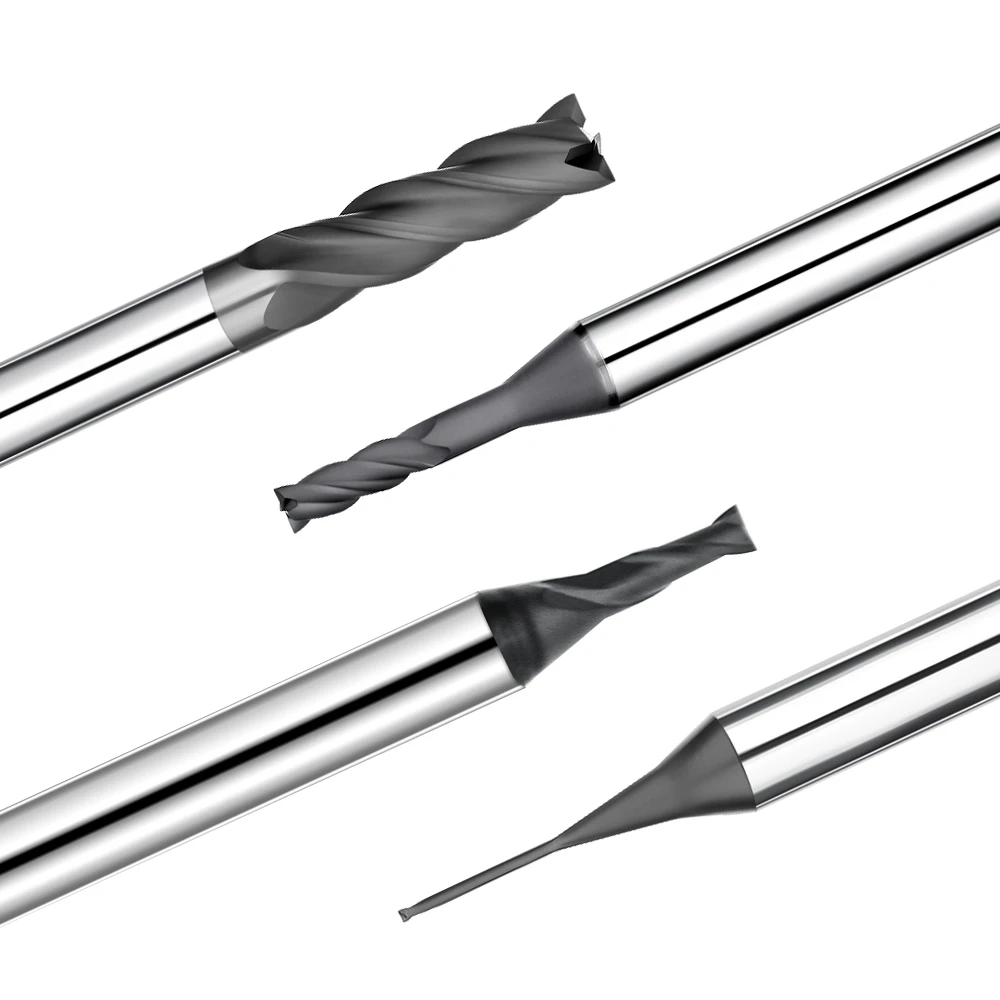
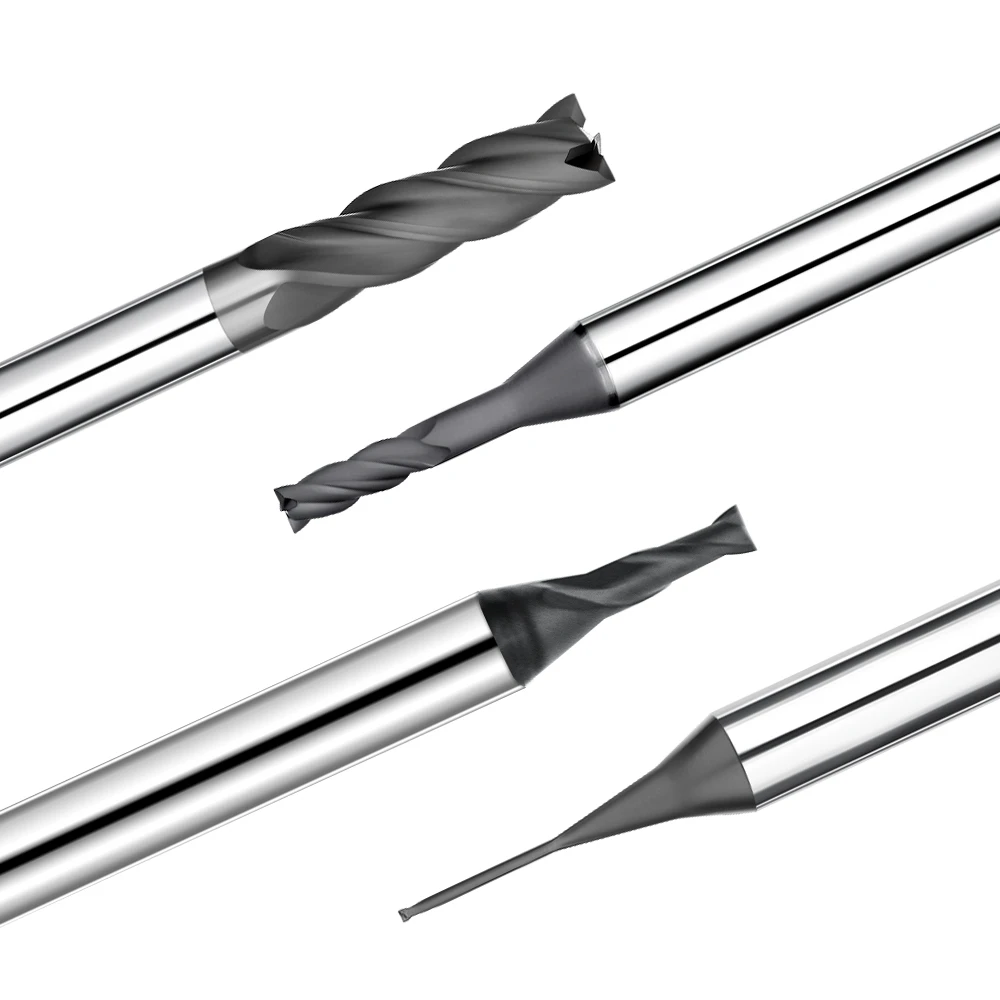
The Core Tooling Layer in Graphite Machining Systems: Positioning Diamond-Coated End Mills for Graphite
When managing EDM electrode manufacturing projects, we frequently encounter a classic process stability issue. Even with flawless machine tool precision and programming paths, ultimate stability hinges entirely on the tooling. In batch machining of high-density isostatic graphite, identical setups with different tools yield vast consistency disparities. This variation is why we focus heavily on diamond-coated end mills for graphite.
Practical project experience proves these tools do more than replace traditional cutters; they redefine cutting boundaries within graphite machining systems. Under high spindle speeds, dry cutting, and prolonged continuous operation, tool stability directly dictates electrode profile repeatability. If this tooling layer lacks stability, any subsequent process optimization will only amplify machining fluctuations.
Why Diamond-Coated End Mills Are the Core Cutting Tools for Graphite Machining Systems
In a project involving complex mold cavity electrodes, we compared various end mill solutions. Standard coated tools performed adequately at first, but edge wear accelerated sharply as machining depth increased. The risk of chipping rose dramatically in corners and intricate details, directly compromising the consistency of the EDM spark gap.
The entire process changed once we switched to diamond-coated end mills for graphite. The breakthrough was not necessarily higher cutting speed, but rather achieving a highly predictable machining process. This predictability is invaluable for batch production, eliminating frequent tool offsets or dimensional corrections in precision manufacturing.
The Pivotal Role of End Mills in EDM Electrode Manufacturing
Throughout the EDM electrode manufacturing process, we treat the cutting tool as the primary control point in the dimensional tolerance chain. When machining high-detail molds, minor, uneven tool wear multiplies during the subsequent electrical discharge phase. This error ultimately compromises the final molded part’s precision, making early tool stability evaluations critical.
Feedback from actual machining operations shows these tools do more than remove material; they control geometric consistency. Across various graphite machining systems, profile repeatability errors narrow significantly once the tool enters a stable wear phase. This phenomenon is especially evident when utilizing specialized graphite mold machining tools for multi-cavity structures.
Fundamental Differences in Machining Mechanisms Between Graphite Milling Tools and Conventional End Mills
Early projects taught us that using conventional metalworking end mills for graphite creates completely different failure modes. While metalworking tools primarily combat thermal loads, graphite milling tools fail due to high-frequency abrasive erosion and micro-chipping. This distinct wear mechanism necessitates cutting geometries designed specifically for abrasive carbon structures.
Comparative testing revealed a unique challenge: standard tools wear down gradually, whereas specialized graphite tools face sudden, catastrophic chipping. Consequently, engineering reliable CNC graphite cutting tools requires precise management of tool geometry, coating structure, and micro-edge treatments. These engineering factors become critical differentiators during prolonged dry machining operations.
How Diamond-Coated Tools for Graphite Enhance Overall Machining Stability
For mass-production projects, we now standardize on diamond-coated tools to guarantee stable, continuous machining. Once high-volume production begins, a shop’s primary concern shifts from per-unit efficiency to batch-wide consistency. Achieving this consistency relies entirely on the tool’s ability to maintain a sharp, stable cutting edge over extended runtimes.
Empirical data indicates that diamond-coated tools resist abrasive erosion far better when processing high-density graphite at high speeds. However, they may not be the most cost-effective choice for heavy, high-volume roughing stages. Therefore, we typically implement a tiered tooling strategy within the graphite machining systems, matching specific tools to distinct production stages.

A Comprehensive System for CNC Graphite Cutting Tools: The Logic of Tiered Tooling from Roughing to Finishing
In graphite electrode batch production, relying on a single-tool strategy increasingly compromises process reliability. For complex mold cavities with varying depths, using one tool from roughing to finishing causes cumulative dimensional drift and surface inconsistencies. This realization prompted us to establish a tiered logic governing our CNC graphite cutting tools.
The optimal approach is breaking the process into distinct, stable stages rather than forcing one cutter to solve every problem. Tool requirements vary drastically across these stages because high-density graphite is incredibly abrasive. Roughing requires maximum chip clearance, while finishing demands flawless profile retention—a tiered strategy that directly stabilizes graphite machining systems.
Categorizing CNC Graphite Cutting Tools by Machining Stage
In an early multi-cavity electrode project, a lack of clear boundaries between roughing and finishing caused severe bottlenecking. Roughing cutters focused so heavily on material removal that they left highly inconsistent stock for the semi-finishing stage, multiplying machining errors. Consequently, we strictly categorized our CNC graphite cutting tools into roughing, semi-finishing, and finishing sequences.
Following this shift, roughing operations prioritized chip evacuation and impact resistance, while finishing focused entirely on geometric stability. In our graphite mold machining tools workflows, this segmented approach drastically reduced secondary profile corrections. The entire process became highly controllable and perfectly tailored for high-volume batch production.
Advantages of Diamond Coated End Mills for Graphite in Finishing Operations
We enforce strict control over finishing tools because this phase dictates the electrode’s final performance in the EDM spark gap. Project data shows that standard coated tools suffer from accelerated edge wear when executing final profiles on intricate, tight-tolerance structures. Switching to diamond coated end mills for graphite instantly stabilizes the profile geometry.
When continuously milling identical electrode geometries, dimensional fluctuations drop significantly, especially in deep cavities and thin-walled sections. This precise control is critical for high-precision EDM electrode manufacturing. Maintaining tight dimensional tolerances directly translates to a highly consistent and predictable electrical discharge gap.
Analysis of Wear Mechanisms for Graphite Milling Tools in Dusty Environments
In dry graphite machining, suspended carbon dust is a critical variable that aggressively degrades tool life. Unlike the thermal friction seen in metal cutting, graphite milling tools primarily fail due to high-frequency micro-particle erosion. This abrasive action continuously blasts the cutting edge, accelerating micro-chipping at a microscopic level.
Long-term shop floor observation reveals that tool failure rarely happens as a sudden, massive breakage. Instead, the cutting edge gradually loses its keen sharpness, which steadily degrades the workpiece surface finish. Because dry cutting accelerates this erosion, resistance to abrasive wear is far more vital than raw substrate hardness alone.
Logic for Controlling Tool Stability in High-Speed CNC Graphite Machining
While shops often focus heavily on machine tool capabilities, the true bottleneck usually stems from the tool holder and cutter assembly. Once spindle speeds reach high-velocity thresholds, minor tool imbalances or micro-edge defects amplify aggressively. This amplification compromises the surface finish and undermines the reliability of the entire setup.
In our practical engineering setups, we break down the stability of CNC graphite cutting tools into three core pillars. These pillars are edge consistency, diamond coating integrity, and dynamic rotational balance. In advanced graphite machining systems, system-wide stability must always take precedence over over-optimizing any single machining parameter.

Selection Criteria for Graphite Milling Tools: Choosing the Optimal Tool Geometry and Coating
In our extensive field experience with graphite electrodes and mold components, we see a recurring issue on the shop floor. For identical jobs, different machine shops select vastly different tool geometries and coatings, but their results rarely justify the costs. Relying on guesswork rather than matching tools to material density and tolerance requirements leads to unpredictable tool life and poor surface finishes.
We have shifted our technical logic from merely comparing individual tool specs to analyzing the entire machining system. In practical applications, tool performance is a complex interplay between graphite density, machine tool rigidity, and the cutting strategy. Consequently, when selecting graphite milling tools, we determine geometry based on real-world operating conditions rather than generic catalog charts.
Coating Types for Graphite Milling Tools
Across numerous electrode machining projects, we compared CVD diamond coatings against traditional PVD hard coatings. The true difference shows up not in initial sharpness, but in how fast the tool degrades during continuous, dry milling. In highly abrasive graphite environments, traditional coatings fail early due to localized delamination and micro-crack propagation.
When deploying diamond-coated tools for graphite, we prioritize coating-to-substrate adhesion over simple hardness ratings. During long-run batch production of high-density isostatic graphite, CVD diamond coatings provide unmatched resistance to abrasive erosion. However, for low-density graphite or non-critical tolerances, standard coatings remain a viable, cost-effective alternative.
Selecting Flute Geometry for Graphite End Mills
Shops often select multi-flute cutters hoping to boost production speeds by adding more cutting edges. However, in abrasive carbon machining, this approach frequently backfires and ruins workpieces. Because graphite is inherently brittle, maximizing chip clearance is critical; crowding the cutter with extra flutes chokes dust evacuation, especially in deep cavities.
For high-performance end mills for graphite machining, we always match the flute count to the specific production stage. Roughing sequences favor a 2-flute design to ensure maximum chip and dust clearance. Semi-finishing strikes a perfect balance between speed and stability with a 3-flute setup, while multi-flute designs are reserved strictly for shallow finishing.
The Impact of Graphite Density on Tool Life
Field tests conducted across various customer facilities confirm that graphite density is a critical variable governing tool life. High-density isostatic graphite exerts an aggressive, continuous abrasive grinding action that rapidly erodes cutting edges. Conversely, low-density materials generate less abrasive friction but are far more prone to causing localized edge chipping.
When predicting tool life, we evaluate material density alongside the programmed toolpath rather than inspecting the cutter in isolation. Machining high-density graphite yields a much steeper tool wear curve, even with premium coatings. Classifying your specific workpiece material beforehand is essential for stabilizing your CNC graphite cutting tools.
Tool Selection Strategies Based on Machining Precision Levels
In real-world projects, we categorize machining tolerances into three tiers: heavy roughing, medium-precision electrodes, and high-precision complex contours. Tool requirements vary drastically across these tiers, particularly regarding dynamic contour tolerances and surface roughness control.
We adjust our tooling strategies to match these precise tolerance tiers. Lower-precision stages prioritize material removal rates and clog-free dust evacuation. High-precision finishing demands total cutting-edge consistency and premium coating stability. Implementing this tiered strategy within your graphite machining systems is the only way to guarantee consistent batch quality.

The Application System of Graphite Mold Machining Tools in EDM Electrode Manufacturing
In our extensive field experience with graphite electrodes and mold components, we see a critical shift in industry demands. While client expectations for electrode consistency have skyrocketed, shops still restrict their control points to the machine tool or programming levels. Real-world audits prove that process reliability depends heavily on system-level integration of graphite mold machining tools rather than isolating single parameters.
When machining complex mold cavities, even optimized machines and toolpaths fail if the cutters mismatch the graphite grade. This discrepancy triggers edge chipping, contour drift, and microscopic surface cracking during production. To solve this, we treat the tooling system as an integrated element of the electrode forming process itself, rather than a standalone cutting instrument.
Core Application Scenarios for Graphite Mold Machining Tools in the Mold Industry
In commercial mold making, we primarily encounter complex cavity configurations, precision-textured surfaces, and high-volume multi-cavity runs. These scenarios demand exceptional contour consistency and dimensional repeatability across batches. Any early tool degradation forces operators to make massive offset adjustments during subsequent EDM phases, destroying your shop’s throughput.
Our field experience with graphite mold machining tools proves that moldmakers prioritize part-to-part repeatability over raw material removal rates. In multi-cavity applications, minor variations in cutter wear across cavities quickly escalate into uneven spark gaps during final EDM burning. Therefore, these precision applications rely on a stable tooling setup rather than peak performance on a single run.
Stability Advantages of Diamond-Coated End Mills for Graphite in EDM Electrode Machining
We compared various tooling setups in prolonged dry-cutting environments across multiple EDM electrode manufacturing projects. While standard cutters perform adequately at first, uneven edge wear appears quickly as depth increases, especially in tight corners and micro-features. Switching to premium diamond-coated end mills for graphite immediately stabilizes the entire machining process.
During continuous batch runs, dimensional fluctuations disappear, particularly when milling highly abrasive, high-density isostatic graphite. This extreme stability is crucial for controlling the subsequent EDM spark gap tolerances. However, we avoid a generic approach, choosing instead to deploy these advanced tools based on cost-per-part metrics and specific machining sequences.
Toolpath Optimization Logic for Graphite Milling Tools in Complex Cavity Machining
When tackling deep cavities, the initial bottleneck is usually a mismatch between the toolpath strategy and the cutter’s wear pattern. In deep pockets, a poorly planned feed path accelerates localized tool wear, causing profile distortion even on premium cutters. This is why we continuously refine how we apply graphite milling tools across complex mold projects.
In practice, we divide our toolpath strategies into two distinct methods: step-down milling and constant chip load programming. In setups using graphite mold machining tools, this approach mitigates concentrated cutting forces and promotes uniform edge wear. For intricate geometric profiles, controlling the chip load distribution is far more effective than simply purchasing a more expensive tool.
Performance of Graphite Mold Machining Tools in High-Precision Profile Machining
During high-precision finishing sequences, our engineering focus shifts completely from chip volume to absolute geometric fidelity. In sections featuring delicate micro-structures, sharp corners, or thin-walled ribs, minute radial tool wear immediately compromises the burned mold geometry. This is why we monitor the continuous wear curves of graphite mold machining tools so closely.
Production trials show that the tooling system faces its harshest test during high-precision profiling. Establishing a stable wear pattern during the early roughing sequences drastically reduces the tool offsets required during final finishing. This consistency underscores a vital rule in EDM electrode manufacturing: final precision is rarely won on the last pass alone, but is the sum of the entire system.

Performance Advantages and Failure Mechanism Analysis of Diamond-Coated End Mills for Graphite
In our extensive field experience with graphite electrodes and mold components, a practical shop floor reality persists. A cutter’s real-world operational window matters far more than its theoretical catalog specifications. While shops often prioritize initial cutting efficiency, unpredictable fluctuations in tool stability—rather than total lifespan—are what truly destroy delivery schedules during mass production.
Field data reveals that graphite milling is not just a process of simple wear; it is a cycle of progressive tool degradation. Without understanding this breakdown, even premium cutters can suffer sudden, unexpected failures once a critical wear threshold is crossed. Consequently, we analyze cutter performance based on a controllable wear range rather than focusing on total runtime alone.
Wear and Chipping Resistance Mechanisms of Diamond-Coated Tools for Graphite
When machining high-density isostatic graphite, standard coated tools quickly lose edge integrity under continuous, abrasive carbon erosion. The true advantage of diamond-coated end mills for graphite lies not just in extreme surface hardness, but in their ability to suppress microscopic micro-chipping. This chip-resistant barrier allows the cutting edge to maintain its keen sharpness and geometry over extended cycles.
For complex electrode runs, we always prioritize chipping resistance over initial sharpness. In deep cavities or intricate micro-features, even minor localized edge chipping multiplies errors in the final EDM profile. Therefore, we treat diamond-coated tools as our standard choice for stable batch production rather than viewing them as optional premium upgrades.
Factors Affecting the Lifespan of End Mills for Graphite Machining
Operational audits prove that the lifespan of end mills for graphite machining is never dictated by a single variable. Instead, tool life depends entirely on the dynamic interplay of spindle speed, feed rate, and the programmed toolpath. In high-velocity dry milling setups, identical cutters exhibit completely different wear curves based on the specific feed strategy applied.
When optimizing feed and speed parameters, we evaluate the overall distribution of the cutting load rather than focusing on isolated numbers. High-stress factors like sharp directional changes, toolpath dwell-induced friction, and aggressive axial steps heavily degrade tool life. In precision graphite mold machining, managing these systemic toolpath stresses is critical for consistent throughput.
Typical Tool Wear Patterns in Graphite Machining
Long-term shop floor observation reveals two primary modes of cutter failure: gradual edge dulling and localized coating delamination. Gradual edge wear is the ideal mode during steady-state machining, whereas coating peeling typically occurs along toolpaths characterized by violent load fluctuations and heavy impacts.
In automated mass production, tools rarely snap or fail abruptly without warning. Instead, a slight increase in surface roughness appears first, followed by a gradual loss of dimensional consistency. This progressive failure is common in CNC graphite machining and is frequently misdiagnosed as a programming or machine rigidity issue, overlooking the tool’s actual degradation.
Extending the Stable Machining Cycle with CNC Graphite Machining Tools
In production environments, we prioritize maximizing the stable machining cycle over chasing the absolute limit of tool life. We typically optimize the deployment of CNC graphite machining tools across three distinct vectors. These include minimizing impact loads, establishing clean dust evacuation paths, and managing localized heat buildup.
Across diverse graphite machining systems, the secret to extending tool cycles is ensuring the cutter remains in a predictable wear state. Once wear enters a non-linear acceleration phase, continuing the run drastically increases the risk of scrap workpieces. We strongly favor a proactive, scheduled tool replacement strategy over pushing cutters to their breaking point, especially in high-volume EDM electrode production.

Guide to Process Parameter and Technique Optimization for CNC Graphite Cutting Tools
In high-volume graphite electrode production and mold component manufacturing, most machining anomalies do not stem from faulty cutters. Instead, they trace back to a direct mismatch between program parameter settings and real-world shop floor conditions. In high-velocity dry milling, even a slightly mismatched feed rate or poor toolpath transition accelerates edge wear, making continuous optimization critical for CNC graphite cutting tools.
Unlike traditional metal cutting, graphite milling lacks a wide, forgiving operating window. It functions as an interconnected ecosystem where spindle speeds, feed rates, programmed paths, and vacuum dust extraction must balance perfectly. Forcing a single aggressive parameter ruins part quality, which is why we always prioritize total system integration over adjusting isolated feeds and speeds.
Recommended Machining Parameter Ranges for Diamond-Coated Graphite End Mills
When milling high-density isostatic graphite, successful shops skip generic catalog values and tune parameters to machine tool rigidity and exact cutter diameters. While premium diamond-coated graphite end mills thrive at high spindle velocities, running sub-optimal chip loads causes catastrophic edge rubbing. Conversely, over-feeding spikes cutting forces and micro-chips the brittle carbon material.
Maintaining a constant, uniform chip load over long cycles is far more valuable than chasing maximum program speeds. During critical finish passes, abrupt feed-rate fluctuations trigger localized friction and premature micro-chipping. This precise control is vital in high-precision EDM electrode manufacturing, where final dimensional tolerances rely entirely on machining consistency rather than a single fast run.
Heat and Dust Control for Graphite Milling Tools in Dry Machining
The vast majority of carbon machining lines run completely dry, meaning heat dissipation and chip removal depend entirely on compressed air blasts and vacuum systems. Under these demanding conditions, the structural stability of graphite milling tools relies as much on efficient dust extraction as it does on the premium diamond coating layer.
Allowing fine carbon dust to pack tightly into the tool’s rake face accelerates localized abrasive friction and dulls the cutting edge. Deploying high-velocity air rings or dedicated negative-pressure vacuum shrouds directly in the cutting zone prevents this degradation. For long-cycle automated runs, maintaining clean air extraction is far more critical than simply upgrading to a costlier carbide grade.
Vibration and Stability Control in High-Speed CNC Graphite Machining
While shops initially focus on raw machine spindle capabilities during high-speed runs, mechanical harmonic vibration remains the silent killer of cutting edge life. This issue intensifies heavily when utilizing long-reach tool holders or milling thin-walled ribs. Even microscopic chatter creates high-frequency impacts on the edge, fracturing the carbide substrate.
On the shop floor, we break stability control for CNC graphite cutting tools into three clear engineering pillars. These are tool overhang reduction, high-grip hydraulic clamping, and continuous-radius toolpath smoothing. Deficiencies in any single pillar generate structural chatter during extended runs, which inevitably surfaces as visible profile irregularities on the finished EDM electrode.
Impact of Toolpaths on the Lifespan of Graphite Mold Machining Tools
When engineering complex mold cavity electrodes, programmers often overlook the fact that the chosen toolpath style impacts cutter life just as much as coating selection. Standard graphite mold machining tools suffer severe, localized wear at sharp 90-degree corners, sudden Z-axis plunges, and erratic step-overs. These high-stress points trigger micro-chipping.
Our engineering standards prioritize constant-engagement toolpaths and smooth trochoidal loops over traditional, high-load linear pocketing paths. Concentrated cutting forces cause uneven edge wear that ruins fine-scale finish passes later in the program. Within high-performance graphite machining systems, smart toolpath strategy must always take precedence over pushing raw feed overrides to their breaking point.

Graphite Machining System Integration: The System-Level Value of Diamond-Coated Tools for Graphite
In high-volume graphite electrode and mold manufacturing, evaluating cutting tool performance in isolation is a costly mistake. Most shop floor anomalies—whether related to premature edge failure or dimensional drift—actually stem from a broken link in the closed-loop process chain. When milling high-density carbon under tight tolerances, advanced diamond tools do more than cut; they stabilize the entire graphite machining systems ecosystem.
If your shop runs automated lines for EDM electrodes or intricate mold cavities, look at your workflow as an interlocked manufacturing ecosystem. Are your cutters, high-speed spindles, hydraulic workholding, and toolpaths operating under a unified logic? In real-world production, any minor misalignment in a single setup variable amplifies rapidly, ultimately destroying batch-to-batch electrode consistency.
The Role of Diamond-Coated Tools within the Machining System
On our automated production lines, we treat premium diamond coated tools for graphite as the primary stability anchor for the entire line. Their true engineering value is not found in isolated, peak material removal rates over a single run. Instead, they guarantee a flat, highly predictable tool wear curve during prolonged, unattended dry milling cycles.
When processing highly abrasive isostatic graphite, the goal is transitioning your shop floor from a state of constant adjustment to total process control. Once the diamond layer establishes a stable wear plateau, volumetric part fluctuations subside completely. This predictable performance eliminates the need for operators to constantly chase tolerances with manual tool offsets.
Synergy Between Graphite End Mills and Machine Tools, Workholding, and Toolpaths
The real-world performance of high-precision graphite end mills is never determined by the cutter alone, but by how well it pairs with the surrounding hardware. Spindle dynamic runout, workholding dampening, and CAM toolpath smoothing all dictate the tool’s actual lifespan. A failure in any of these components will quickly ruin even the highest-grade carbide substrate.
If your high-speed lines suffer from frequent micro-chipping or dimensional drift, audit three critical areas immediately. Check your workholding fixtures for harmonic micro-vibrations, look for sudden deceleration spikes in your CAM toolpath corners, and verify your chip load consistency. In advanced graphite mold machining projects, these three systemic variables are almost always the true production bottlenecks.
How Graphite Milling Tools Affect EDM Electrode Machining Consistency
In modern moldmaking, we place massive emphasis on how the wear curve of graphite milling tools directly impacts final EDM burn accuracy. The reason is simple engineering math: minor geometric errors allowed during the milling phase multiply exponentially during the subsequent electrical discharge process. This compounding error is devastating for multi-cavity structures and deep, thin ribs.
If you run high-precision, multi-cavity EDM burning sequences, compare your spark gap variances across different production lots. Field audits prove that if your cutter wear profile is unstable, spark gaps will fluctuate wildly, even on premium EDM machines. Treating tool stability as your first line of quality defense is the only way to secure flawless batch consistency.
Future Trends in CNC Graphite Cutting Tools
Looking at the next generation of precision manufacturing, CNC graphite cutting tools are evolving rapidly along two technical vectors. These are extreme micro-edge retention for sub-millimeter detailing and structural specialized geometry for ultra-high-density semiconductor carbon grades. The demand for flawless geometric fidelity is skyrocketing in advanced aerospace and micro-mold applications.
When scaling up for ultra-high-density materials or micro-scale geometries, you must secure cutting-edge stability under minimal radial step-overs. This shift is driving the industry away from single-parameter tool purchasing toward system-level collaborative engineering designs. To eliminate bottlenecks early, you can submit your specific part blueprints, material specs, and machine profiles directly for a technical tooling compatibility review.

FAQs: Diamond-Coated End Mills for Graphite
In high-volume graphite electrode production, shops repeatedly face the same tooling questions. Often, the ideal solution shifts depending on specific workshop dynamics rather than a generic catalog chart. This FAQ compiles the most common issues encountered in real-world projects, providing direct answers based on actual shop-floor machining data.
If you run high-precision graphite machining systems or mill intricate EDM electrode mold cavities, evaluate these solutions against your live setups. Replacing rigid standard theories with dynamic process logic is the only way to eliminate unpredictable batch variances.
Q1:Why Use Diamond-Coated End Mills for Graphite Machining?
A: Shops switch to premium diamond-coated end mills for graphite not just for raw material removal rates, but for predictable cutting stability. High-density carbon is intensely abrasive, causing standard coated cutters to suffer non-linear edge degradation during prolonged dry milling. This sudden wear destroys part consistency midway through automated programs.
When milling tight-tolerance electrodes, tracking tolerance drift during the mid-to-late stages of a tool’s service life is critical. The primary value of a genuine CVD diamond layer is delaying this geometric drift and keeping the cutting forces perfectly balanced. This predictability makes high-volume batch runs far easier to control.
Q2:Is a Diamond Coating Mandatory for Graphite Milling Tools?
A: Premium diamond layers are not strictly necessary for every single carbon cutting application on the shop floor. For low-density carbon grades or heavy, open-pocket roughing sequences, standard high-performance carbide cutters often meet accuracy requirements. This is especially true for short-run prototyping or non-critical structural features.
However, if you are producing high-precision electrodes or running automated, continuous batch lines, standard carbide becomes a major bottleneck. Under continuous dry cutting conditions, a lack of specialized coating accelerates edge rounding and ruins finishes. Ultimately, selecting graphite milling tools with diamond coatings depends on your stability requirements, not just raw cutting capability.
Q3: How Do You Choose the Optimal Number of Flutes for CNC Graphite Cutting Tools?
A:There is no universal standard for flute selection when configuring CNC graphite cutting tools. Your choice must depend entirely on the programmed depth of cut and your setup’s vacuum dust extraction capabilities. Because carbon chips turn immediately into fine dust, crowding the cutter with too many flutes triggers chip packing and breaks tools.
For deep cavity profiles or intricate electrode ribs, we recommend a tiered flute strategy across different programming sequences. Heavy roughing passes favor a wide-spaced 2-flute design to maximize immediate dust clearance and prevent clogging. Semi-finishing and finishing sequences should step up to a 3-flute setup to balance structural tool rigidity and surface finish.
Q4:What Is the Typical Service Life of Graphite Mold Machining Tools?
A:Providing a single, fixed hour rating for tool life is impossible because real-world wear depends on material density, spindle runout, and feed rates. The exact same cutter can yield vastly different lifespans across different customer facilities based on their specific machine rigidity.
When managing automated lines, stop focusing on absolute runtime hours and start measuring the stable machining cycle. For graphite mold machining tools, tracking volumetric part consistency tells you exactly when a cutter enters its non-linear wear zone. Running a tool past this critical threshold drastically increases your risk of scraping expensive workpieces.